湖州中科炉业科技有限公司
联系人:朱经理
电话:0572-6796111/6796222
手机:13967258250 / 13757257888
邮箱:hzzk@cxzkdl.com
地址:浙江湖州市长兴县林城镇工业园区
网址:http://www.cxzkdl.com
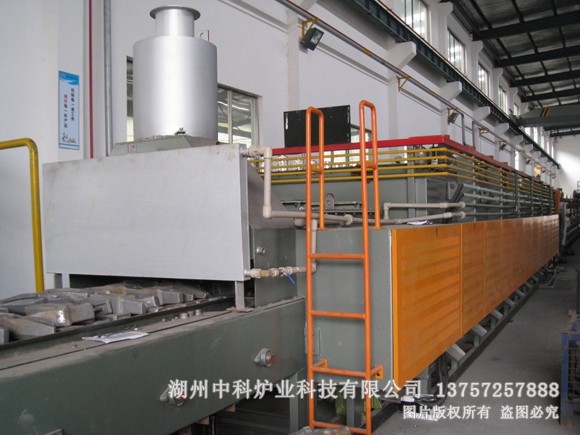
气体氮化炉的五大争取操作步骤方法
气体氮化炉具有处理温度低,时间短,工件变形小的特点,性质:高疲劳极限和良好的耐磨性。
1.渗氮前的气体氮化炉必须是先经过正火或调质处理过的工件。
2.先用汽油和酒精擦洗气体氮化炉工件表面,不得有锈斑、油污、脏物存在。
3.装入炉内后,对称拧紧炉盖压紧螺栓。
4.将炉罐和炉盖进水口通入冷却水进行循环水冷。气体氮化炉炉盖上管道冷却水下端为进水,上端为出水,炉罐单独进水,单独排水,气体氮化炉炉盖所有水管可按低进高出原则串联,由一个口进水,一个口排水。
5.气体氮化炉升温前应先送氮气排气,排气时流量应比使用时大一倍以上。
排气10分钟后,将控温仪表设定到150℃,自动加热开关拨向开,气体氮化炉边排气边加热150℃保持2h排气,再将控温仪表设定到530℃,把氨气流量调小,保持炉内正压,排气口有较小气流向上的压力,当炉温升到530℃时,恒温恒流渗氮3-20h,再将氨气压力调大一点,让排气维持适中压力,渗氮4-70h, 再将氨气压力调小,退氮1-2h,切断电源,给少量氨气,使炉内维持正压,待炉温降到150℃以下方可停止供氨出炉。
湖州中中科炉业科技有限公司20年专注等温正火生产线研发制造;其中网带式等温正火生产线、辊棒等温正火炉生产线、辊底式等温正火生产线、推杆式等温正火生产线、余热等温正火生产线、燃气等温正火生产线、节能型网带式等温正火生产线、保护气氛等温正火生产线已经深受客户好评!等温正火淬火炉选中科,是您值得信赖的合作商!

 在线咨询
在线咨询