湖州中科炉业科技有限公司
联系人:朱经理
电话:0572-6796111/6796222
手机:13967258250 / 13757257888
邮箱:hzzk@cxzkdl.com
地址:浙江湖州市长兴县林城镇工业园区
网址:http://www.cxzkdl.com
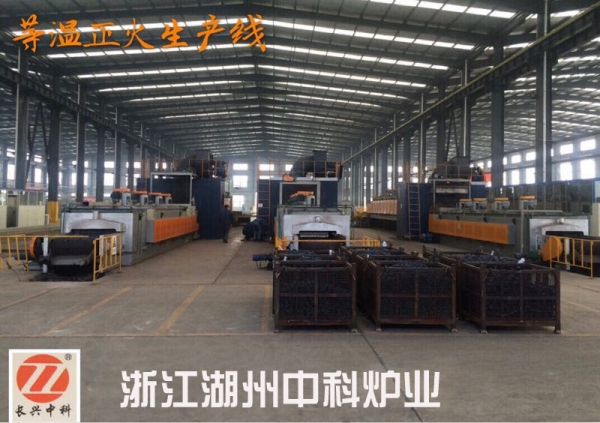
锻坯余热等温正火自动生产线主要处理重型卡车后桥盆齿锻件的等温正火工艺; 生产能力:2000kg/h 同件硬度均匀性:小于8HB 同批硬度均匀性:小于12HB (正在进一步调试中,还有优化的可能) 在出品质量高于推盘等温正火生产线的前提下,相对于推盘式非锻造余热等温正火线,具有大幅度节能的效果。
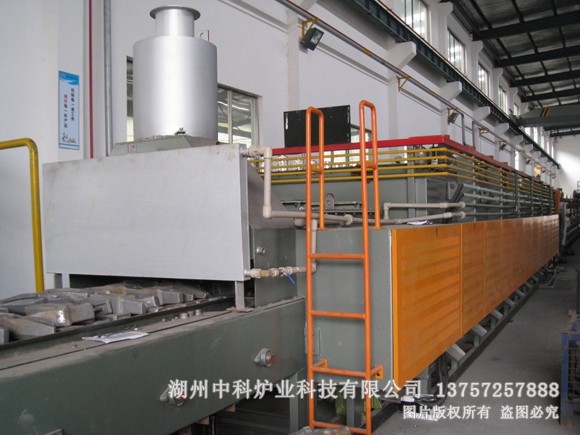
余热等温正火生产线用途:余热等温正火生产线设备是网带炉正火炉生产线,有电加热式网带式等温正火生产线和燃气式网带式等温正火生产线,适用于汽车、摩托车精锻齿坯的正火。

余热等温正火生产线技术要求:
零件材料:20CrMnTi、20CrMnTiH、16MnCrS5、20Cr、SAE8620H、20MnCrS5、20CrMo、20CrMoH、22CrMoH、31CrMoV9、50Mn、40Cr、42CrMo、4140H、TL4521、20CrNi3H、19CrNi5H、4320H、38CrMoAl、45#、35CrMnSiA、18CrNiMo7-6、17CrNiMo6等汽车渗碳齿轮用钢。
零件重量:0.5~20.0Kg;零件厚度≤80mm;零件直径:≤Φ200 mm。
余热等温正火生产线零件技术指标要求:
硬度散差:同批生产的零件尺寸、形状应相同。同批料硬度散差±10HB;同一零件硬度散差±7HB;对于提供典型处理锻件,同一零件硬度散差±5HB。
锻坯余热等温正火自动生产线设备总功率约:300~1500Kw
锻坯余热等温正火自动生产线炉温均匀性:加热系统±10℃;等温二区±5℃。
锻坯余热等温正火自动生产线炉壁温升:≤45℃(加室内温度)。
锻坯余热等温正火自动生产线设备总长度约:25000-38000mm。
锻坯余热等温正火自动生产线每吨产品消耗电量:约300kw/h

锻坯余热等温正火自动生产线特点:
1、利用锻造余热可以大幅度节约能源
2、因为采用悬挂方式,炉膛有效空间几乎完全被分布均匀的工件占据。
3、工件/工装比达到50以上,而我们最先进的推杆炉工件/工装仅有
4、也就是说大概有 20%左右的能源被加热工装。
结论,每年按照7000小时计算,电费按照0.65元计算,2520按照60元/kg计算,使用10个月。每年节约直接生产成本约260万!

 在线咨询
在线咨询